
El atasco en la boquilla —también conocida como nozzle— es uno de los problemas más frecuentes en la impresión 3D. Puede aparecer tanto en usuarios principiantes como en equipos profesionales y, si no se soluciona a tiempo, afecta directamente la calidad de impresión e incluso puede dañar el hotend.
En esta nota de Guía Impresión repasamos qué es el nozzle, por qué se obstruye, cómo prevenir los atascos y los métodos más efectivos para solucionarlos, tanto en obstrucciones parciales como totales.
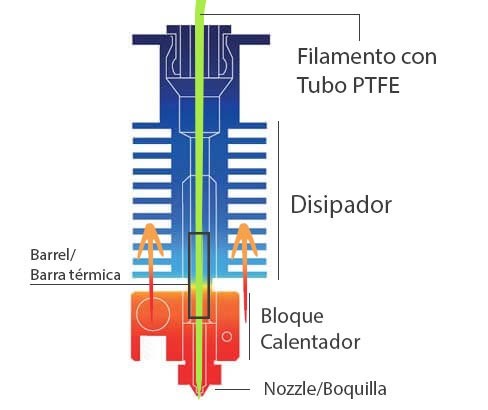
¿Qué es el nozzle o boquilla?
El nozzle es la pieza final del sistema de extrusión por la que sale el filamento fundido hacia la impresión.
Generalmente está fabricado en latón, aunque existen otros tipos como:
- Acero endurecido (ideal para filamentos abrasivos).
- Boquillas especiales para filamentos con partículas de:
- Madera
- Metal
- Fibra de carbono
- Piedra
Estos materiales, al contener fibras o partículas sólidas, generan mayor desgaste y aumentan el riesgo de obstrucción si no se utilizan boquillas adecuadas
¿Por qué se atasca la boquilla?
Los atascos pueden originarse por múltiples factores. A continuación, los más comunes.
Altura incorrecta de la boquilla
La distancia entre el nozzle y la cama caliente es crítica.

Boquilla demasiado baja
Si la boquilla queda muy pegada a la cama:
- No hay espacio suficiente para que salga el filamento.
- El material puede retroceder dentro del hotend.
- Se produce una obstrucción casi inmediata.
Este es uno de los errores más comunes y suele estar relacionado con una mala nivelación de la cama.
Boquilla demasiado alta
Cuando el nozzle está demasiado alejado:
- El filamento se enfría antes de llegar a la superficie.
- Se pierde adherencia.
- Puede terminar imprimiendo en el aire y provocar acumulaciones internas que deriven en un atasco.

Nivelación correcta de la cama
Una buena nivelación ayuda a:
- Mantener presión controlada sobre el filamento extruido.
- Mejorar la adhesión.
- Evitar el retroceso del material.
Un método clásico es usar un folio de papel entre la boquilla y la cama al hacer el homing, buscando un ligero roce.
Mala configuración de temperatura
La temperatura es clave para una extrusión correcta.
Temperatura demasiado baja
- El filamento no se funde correctamente.
- Aumenta la fricción interna.
- El motor del extrusor no puede empujar el material.
- Resultado: boquilla obstruida.
Temperatura demasiado alta
- El calor asciende por el hotend (heat creep).
- El filamento se ablanda antes de llegar al nozzle.
- Aumenta la presión interna y se genera el atasco.
En casos extremos, materiales como el PLA pueden cristalizarse dentro de la boquilla, causando bloqueos severos.
Uso de filamento de baja calidad
Los filamentos sin control de calidad pueden presentar:
- Diámetro irregular.
- Rellenos de baja calidad.
Esto dificulta la fusión homogénea y favorece las obstrucciones. Por eso, siempre se recomienda trabajar con filamentos testados y marcas confiables.
Polvo y suciedad
El filamento expuesto al polvo:
- Arrastra partículas al interior del nozzle.
- Estas se queman y se adhieren como carbono.
- Reducen el diámetro de salida del material.
Guardar los filamentos en bolsas selladas o recipientes herméticos con desecante es fundamental.
Cambio de material sin limpieza previa
Al cambiar entre materiales con rangos térmicos distintos (por ejemplo, de PETG a PLA), los restos del material anterior pueden generar obstrucciones.
La solución: utilizar filamento de limpieza (cleaning filament) antes y después de cada cambio.
Cómo prevenir el atasco en la boquilla
- Verificar la nivelación de la cama (idealmente en varias pasadas).
- Respetar las temperaturas recomendadas por el fabricante.
- Usar filamento de limpieza al cambiar de material.
- Almacenar correctamente los filamentos.
- Utilizar boquillas adecuadas para filamentos abrasivos.
Cómo desatascar el nozzle
Dependiendo del nivel de obstrucción, existen distintos métodos.
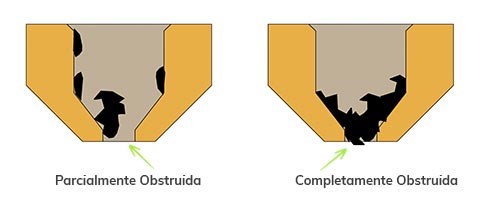
Desatascar boquillas parcialmente obstruidas
Filamento de limpieza
- Usarlo a unos 20 °C por encima de la temperatura habitual de impresión.
- Arrastra impurezas internas de forma efectiva.
Agujas de limpieza
- Utilizarlas con el nozzle caliente.
- Introducir y mover suavemente para liberar restos.
- Precaución: riesgo de quemaduras.
Empujar el filamento
- Subir la temperatura.
- Empujar manualmente el filamento para forzar la salida de residuos.
Una combinación muy efectiva es empujar el filamento mientras se utiliza la aguja desde la boquilla.
Desatascar boquillas totalmente obstruidas
- Si el material es soluble:
- PVA → agua.
- HIPS → limoneno.
- ABS → acetona.
- Retirar la boquilla y sumergirla según corresponda.
- Usar barrena o agujas desde el interior.
Uso de barrena
La barrena se introduce desde la parte superior del hotend para:
- Empujar restos hacia la boquilla.
- Liberar obstrucciones severas.
Debe usarse siempre con el nozzle caliente para facilitar la limpieza.
Desatascar boquillas totalmente obstruidas
- Si el material es soluble:
- PVA → agua.
- HIPS → limoneno.
- ABS → acetona.
- Retirar la boquilla y sumergirla según corresponda.
- Usar barrena o agujas desde el interior.
Uso de barrena
La barrena se introduce desde la parte superior del hotend para:
- Empujar restos hacia la boquilla.
- Liberar obstrucciones severas.
Debe usarse siempre con el nozzle caliente para facilitar la limpieza.

Último recurso: método Cold Pull (tirar en frío)
Este método es uno de los más efectivos.
Material recomendado: Nylon o ABS claro, en buenas condiciones.
Pasos básicos:
- Calentar el hotend (240–260 °C).
- Introducir el filamento y empujar manualmente.
- Apagar el calor y dejar enfriar (90 °C para PLA / 160 °C para ABS).
- Retirar el filamento con un tirón firme.
- Repetir hasta que el filamento salga limpio.
Un nozzle limpio extruye el material en caída vertical y forma espirales suaves al tocar la base.

Conclusión
Los atascos en la boquilla son un problema habitual en impresión 3D, pero con una correcta configuración, buenos materiales y mantenimiento preventivo, pueden evitarse en la mayoría de los casos.
Conocer las causas y los métodos de limpieza adecuados permite:
- Alargar la vida útil del hotend.
- Mejorar la calidad de impresión.
- Reducir tiempos de parada y desperdicio de material.
En Guía Impresión, seguimos compartiendo contenido técnico y práctico para profesionales y usuarios del mundo gráfico, la impresión digital y la fabricación aditiva.










